

一、电子器件产品检测示意图:
1.主流的封装方式有回流焊接和波峰焊它们的主要检测流程如图;

二、回流焊缺陷与质量检测与产品管制
(一)工艺流程图

从回流焊工艺流程可看出,一件产品回流焊接要经历至少5次检查:
1.印刷质量检查 Inspect the printed PCB(对印刷质量进行检查,不得有漏印刷、印刷偏移等);
2.贴装质量检查 SMT quality inspection (检查元件贴装质量,不良进行修正);
3.首件检查 Check the components (根据工艺指导书核对所有贴装元器 件的参数、规格、极性、工艺要求 等,首件确认OK后方可批量生产);
4.AOI自动光学检测 Automated Optical Inspection (对回流焊接或固化完成的产品使用AOI采 用光学对比法检测,不良品需进行维修后 再次进行AOI检测) ;
5.FQA抽检 Spot check (以国际标准:GB/T2828.1-2003相 关规定进行抽样检查) ;
通过至少4次人工检测与一次机器检测才对能对产品质量保证,才能消除缺陷,达到质量检验效果,因为焊接工艺的每步都会带来缺陷与焊接不良。
三、回流焊的常见缺陷和可能原因
回流焊的焊接质量检验标准一般可采用IPC标准IPC-A-610,电子装联的接受标准。其中包括了SMT焊接元件的焊接检验标准。
1.回流焊的缺陷和焊接质量检验
回流焊常见的缺陷一般的原因和建议解决措施可归纳为下表

2. 回流焊后的质量检验方法与比较
回流焊的焊接质量的方法目前常用的有目检法,自动光学检查法(AOI),电测试法(ICT),X-ray光检查法,以及超声波检测法。
1)目检法
简单,低成本。但效率低,漏检率高,还与人员的经验和认真程度有关。
2)自动光学检查法(AOI)
自动化。避免人为因素的干扰。无须模具。可检查大多数的缺陷,但对BGA,DCA等焊点不能看到的元件无法检查。
3)在线测试法(ICT)
可以检查各种电气元件的正确连接。但需要复杂的针床模具,价格高,维护复杂。对焊接的工艺性能,例如焊点光亮程度,焊点质量等无法检验。另外,随着电子产品装连越来越向微型化,高密度以及BGA,CSP方向发展,ICT的测针方法受到越来越多的局限。
4)X-ray光检查法
自动化。可以检查几乎全部的工艺缺陷。通过X-Ray的透视特点,检查焊点的形状,和电脑库里标准的形状比较,来判断焊点的质量。尤其对BGA,DCA元件的焊点检查,作用不可替代。无须测试模具。但对错件的情况不能判别。缺点价格目前相当昂贵。
5)超声波检测法
自动化。通过超声波的反射信号可以探测元件尤其时QFP,BGA等IC芯片封装内部发生的空洞,分层等缺陷。它的缺点是要把PCB板放到一种液体介质才能运用超声波检验法。较适合于实验室运用。
四、工程物资的质量管控方法
为了使产品质量合格,要对产品进行实时管控,可行方法如下:

五、波峰焊缺陷与质量检测与产品管制
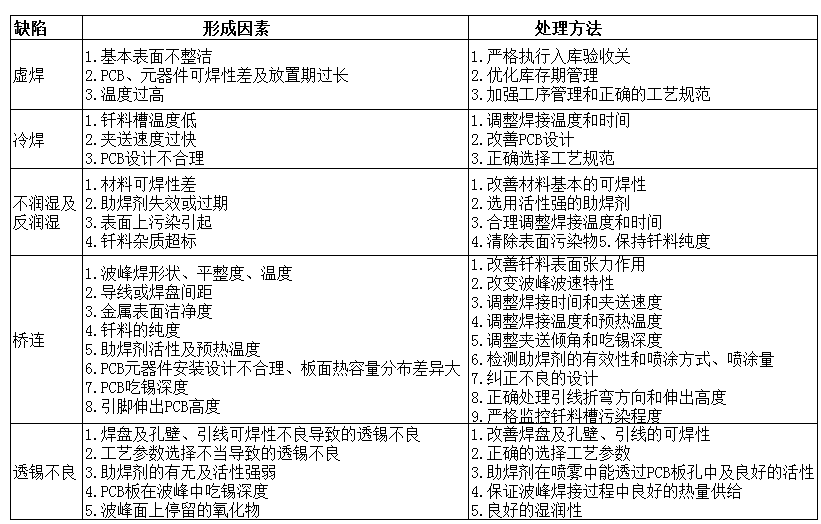
波峰焊接缺陷与处理方法:
六、波峰焊相关参数设置和控制要求
(一)波峰焊设备设置
1)有铅波峰焊锡炉温度控制在245±5℃,测温曲线PCB板上焊点温度的最低值为215;无铅锡炉温度控制在265±5℃,PCB板上焊点温度最低值为235℃。
浸锡时间为:波峰1控制在0.3~1秒,波峰2控制在2~3秒;
传送速度为:0.7~1.5米/分钟;
夹送倾角为:4~6度;
助焊剂喷雾压力为:2~3Pa;
针阀压力为:2~4Pa;
(二)温度曲线参数控制要求
1)对于焊点面有SMT元件(印胶或点胶),不需要用波峰焊模具的产品,焊点面浸锡前实测预热温度与波峰1最高温度的落差控制小于150℃.
2)对于使用二个波峰的产品,波峰1与波峰2之间的下降温度值:有铅控制在170℃以上;无铅控制在200℃以上,防止二次焊接。
3)对于有铅产品焊接后采用自然风冷却,对于无铅产品焊接后采用制冷压缩机强制制冷,焊接后冷却要求:
a)每日实测温度曲线最高温度下降到200℃之间的下降速率控制在8℃/S以上。
b)PCB板过完波峰30秒(约在波峰出口出处位置),焊点温度控制在140℃以下。
c)制冷出风口风速必须控制在2.0—4.0M/S.
d)对制冷压缩机制冷温度设备探头显示温度控制在15℃以下。
4)测试技术员所测试温度曲线中应标识以下数据:
a)焊点面标准预热温度的时间和浸锡前预热最高温度;
b)焊点面最高过波峰温度;
c)焊点面浸锡时间;
d)焊接后冷却温度下降的斜率;
更多详情敬请关注以下二维码!






 客服1
客服1 